Dies Types 2
As discussed in previous blog on different types of dies, Dies can be categorized into sections based on type of operation and method of operation. The previous blog provided brief information on the different type of dies based on their method of operation. This blog gives further information on types of dies based on their method of operation.
According to this type of classification, dies can be further stated as single operation or single dies, compound dies, combination dies, transfer dies, progressive dies and multiple dies.
1. Simple Dies:
Simple dies are also known as single operation dies as a single operation is performed for each stroke of the die press. These are generally used for very simple operations listed under cutting or forming dies.
2. Compound Dies:
Compound dies are those dies wherein more than one operation takes place on a single station. These dies are mostly used for cutting operation and hence addressed as cutting tools. These dies allow simultaneous cutting of internal as well as external part features in a single stroke in some cases. Compound dies are always more accurate and economical as compared to single operation or simple dies.
The figure adjacent provides example of a compound die operation. In this operation a washer is prepared by one stroke of the press. This washer is manufactured by simulation blanking as well as piercing operations.
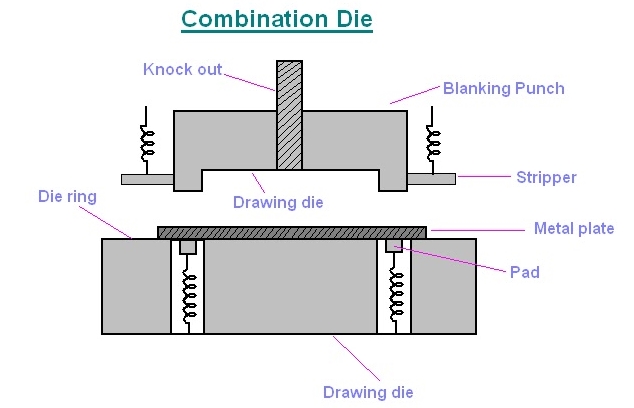
3. Combination dies:
Combination dies are used for operations involving more than one operation on a work station. The major difference between compound dies and combination dies is that in these dies a cutting operation is combined with with a bending or drawing operation, and hence the name “combination dies”.
4. Progressive Dies:
Progressive dies also known as follow on dies have a series of operations. At every station on the work piece, an operation is performed during the stroke of press. However, in between the two presses, the work piece gets transferred to the next station and is worked there. In this operation thus, each press operation develops a finished piece.
The figure adjacent provides an example of progressive dies. The initial sheet metal is fed as coil strip and at same station different operations like punching, blanking, notching, etc. occur with each stroke of series of punches. The piercing punch cuts a hole in the stroke, whereas the blanking punch blanks out portion of metal in which hole had been pierced in previous station. Thus, with each first stroke, when a hole will be punched, each stroke of press produces finished washer.
5. Transfer dies:
Transfer dies have similar working phenomenon like progressive dies. Here also the stroke is fed progressively from one station to another. However, here the already cut blanks are fed mechanically to other station. Thus, transfer dies provide different stations for operations. Here, the work piece is progressively modified at each station until the final operation ejectes the finished part.
6. Multiple Dies:
Multiple dies also known as gang dies ate those dies which produce tow or more piees at each stroke of press. In these dies a number of simple dies are ganged together to produce tow or more parts via each stroke of the press.
This entry was posted on Tuesday, February 11th, 2014 at 5:23 pm and is belong to category Blog.



